

Sondermaschinen
Die AfiPro GmbH hat für zahlreiche Hersteller in der Kunststoffindustrie diverse Sondermaschinen und vollautomatische Montagestationen konzipiert. Auch namhafte Automobil-Hersteller vertrauen auf die langjährige Erfahrung von AfiPro.
Die folgende Produktschau zeigt eine Auswahl der von AfiPro hergestellten Maschinen.
Montagestation für Deckel
Auf der Montagestation werden Dichtungseinlagen in Deckel von Cremedosen montiert. Die Deckel werden über ein Gurtförderband zugeführt, vereinzelt, gewendet und in Formteilaufnahmen auf einem Rundtakttisch eingesetzt. Die Dichtungseinlagen werden in sechs manuell befüllbaren Stangenmagazinen auf einem zweiten Rundtakttisch bereitgestellt. Mit Umsetzern werden die Dichtungseinlagen in die Deckel eingesetzt, verpresst und mittels Lasertastern vermessen. Gutteile werden über eine Rutsche in Kartons ausgeschleust, Schlechtteile werden in Ausschussbehälter abgeworfen. Taktzeit: < 1 Sekunde.

Montagestation zur Verschraubung von PKW-Rückleuchten
In die Grundkörper von PKW-Rückleuchten werden jeweils drei Schraubbolzen eingedreht. Die Rückleuchten-Grundkörper werden mit einem Entnahmehandling in zwei Aufnahmen eingelegt und arretiert. Über einen Sortierförderer werden die Schraubbolzen vereinzelt und über einen Schlauch einem Vorschubschrauber zugeführt. Der Vorschubschrauber wird über einen Kreuztisch mit servomotorischer Hubachse nacheinander in Schraubposition getaktet. Die Schraubbolzen werden nacheinander eingedreht, Drehmoment und Drehwinkel werden dabei überwacht.

Montagestation zur Verschraubung von Getriebelagern
Auf einem Rundtakttisch werden die Formteilaufnahmen manuell mit zwei Formblechen und zwei Getriebelagern bestückt und verriegelt. An einer Prüfstation wird die Druckkraft der Getriebelager geprüft. An der Schraubstation werden die Bleche über die Gewinde der Getriebelager mit 2×2 Muttern verschraubt. An einer dritten Station mit einem Tintenstrahldrucker werden die Gutteile gekennzeichnet. Bei der Verschraubung werden Drehwinkel und Drehmoment überwacht.

Portalhandling zum Umsetzen von diversen Bauteilen einer Deckelbaugruppe
Das Portalhandling ist mit drei servomotorischen Linearachsen und einer servomotorischen Drehachse ausgestattet. Die Linearachsen werden über Zahnriemen angetrieben. Sie erreichen eine Geschwindigkeit von 4 m/s. Das Handling ist im Baukastenprinzip aufgebaut. Es kann mit unterschiedlichen Achslängen ausgestattet werden.

Sonderhandling zur Bestückung und Entladung einer Strahlmaschine mit Gelenkwellen
Über pneumatische Parallelgreifer auf servomotorischen Hubachsen werden zwei Gelenkwellen von einem Förderband zugeführt und umgesetzt. Gleichzeitig werden zwei Gelenkwellen mit einer baugleichen Greifanordnung aus den Aufnahmen einer Karussellstrahlmaschine entnommen. Über ein pneumatisches Drehmodul wird der gesamte Greifkopf um 90° gedreht, die beiden Fertigteile werden auf ein weiteres Förderband abgesetzt und die Rohteile werden in die Aufnahmen der Strahlmaschine eingelegt.

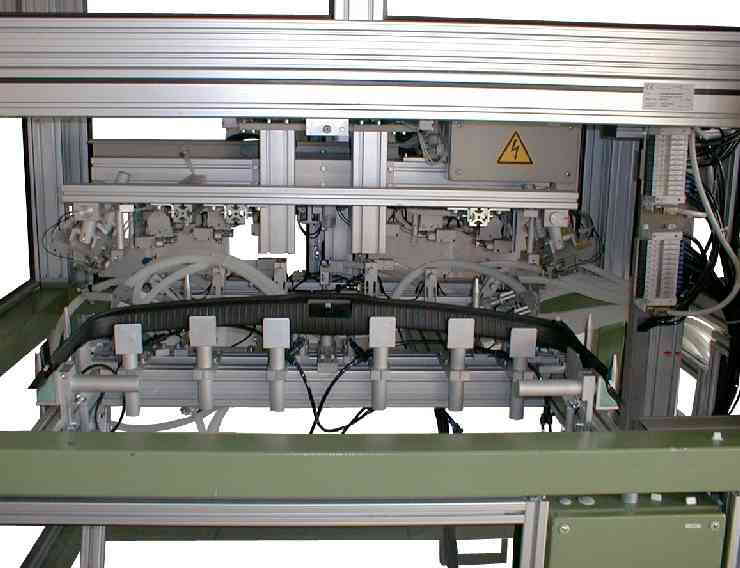
Maschine zur Clipmontage in Schlossträger von PKW-Hecktüren
Auf der vollautomatischen Montagestation werden über einen Sortier-Wendelförderer mit anschließendem Revolvermagazin 13 Kunststoff-Clipse lagegerecht den Montageaufnahmen zugeführt. In eine Formteilaufnahme wird ein Schlossträger manuell eingelegt. Die Montageaufnahmen werden über dem Schlossträger positioniert und die Clipse in einem Schritt in die Retainer eingeschoben. Taktzeit: 18 Sekunden.
Schweißautomat für Reinigungskarten
Auf der Sondermaschine werden Kunststoff-Reinigungskarten – z.B. für Geldautomaten – komplettiert. Die Kunststoffkarten werden in einem Magazin bereitgehalten. Das Magazin kann jederzeit während des Automatikbetriebs manuell nachgefüllt werden. Die jeweils unterste Kunststoffkarte wird mit einem Schlitten aus dem Magazin herausgezogen und in eine Aufnahme abgelegt. Auf zwei Rollen werden zwei unterschiedlich breite Fließe aus Microfaser in Abwickeleinrichtungen bereitgehalten. Von diesen Rollen wird jeweils ein Abschnitt abgestanzt und mit einem Umsetzer auf eine Karte in der Aufnahme positioniert. Über Ultraschall-Sonotroden werden die Fließe auf die Kunststoffkarten aufgeschweißt. Zwischen den Schweißvorgängen wird jede Karte gewendet, so dass auf der Kartenrückseite ein weiteres Fließ aufgebracht werden kann. Die beidseitig mit Fließen verschweißten Karten werden in ein Magazin abgestapelt, das manuell entladen wird.

Montagemaschine für Lampensockel
Auf der Montagestation werden über zwei Sortier-Wendelförderer Kunststoff-Lampensockel und Stahlfederbügel zugeführt. Die Lampensockel werden einzeln ausgerichtet und zentriert. In den zentrierten Lampensockel wird dann der Stahlfederbügel eingedrückt. Die Fertigteile werden als Schüttgut in einen Behälter gefördert. Taktzeit: 1 Sekunde.

Prüfstation für die Gummimetallverbindung von Federbeinlagern
Die Maschine wird manuell bestückt. Der Prüfablauf wird gestartet. Auf der Prüfstation werden die Teile nacheinander von zwei Seiten auf Soll-Maß positioniert, dabei wird der erforderliche Kraftaufwand gemessen. Die Gummimetallverbindungen werden mit einem Kamerasystem optisch kontrolliert. Gutteile werden farblich gekennzeichnet, Schlechtteile werden mittels einer Bohrvorrichtung zerstört.

Prüfmaschine für Getriebelager
Die Teile werden über Sortier-Wendelförderer zugeführt und in zwei Richtungen ausgelenkt, der dafür erforderliche Kraftaufwand wird geprüft. Über Lasertaster werden die Gewindebolzen der Getriebelager auf Länge geprüft. Gutteile werden farblich gekennzeichnet und über ein Förderband ausgeschleust. Schlechtteile werden in eine Ausschussbox abgeworfen.

Fertigungsanlage zur Produktion von PKW-Türöffnern
Auf zwei Fördersystemen werden Werkstückträger mit linken und rechten PKW-Türöffnern gepuffert und zu einzelnen Bearbeitungs- und Prüfstationen gefördert. Die Teile werden getaumelt, verschiedenen Kraftmessungen unterzogen und heißgeprägt. Gutteile werden automatisch auf Gurtförderbänder abgelegt, Schlechtteile in Ausschussboxen.

Sägestation für Kühlwasserrohre
Mit einem Robot-System werden zyklisch zwei Kühlwasserrohre in die Station eingelegt. Die Rohre werden in Konturstücken pneumatisch arretiert und mit vier Kreissägeeinrichtungen getrennt. Die Fertigteile und die Abfallstücke werden mit dem Robot-System entnommen.

Entgrat- und Separiereinrichtung für Silikonteile (Rommel-Maschine)
Die Separiereinrichtung ist als Trommelseparierer auf einem stabilen Stahlgrundgestell mit Stellfüßen aufgebaut. Zur Separierung der unterschiedlichen Teile werden leicht auswechselbare Trommeln verwendet.
Die Silikonteile werden in die zugehörige Trommel gegeben. Durch das Rotieren der Trommel und das gegenläufige Rotieren der Flügelräder im Trommelinneren werden beim Separieren die Teile aus der Trommel ausgesondert.
Beim Entgraten werden die Grate aus der Trommel ausgesondert. Die Separierteile bzw. Grate fallen unten aus der Trommel heraus und über einen Trichter in ein Behältnis. Die Drehzahl der Trommel und der Flügel ist getrennt regelbar.

Handmontageplatz zur Vormontage von PKW-Türöffnern
Montiert werden PKW-Türöffner, inklusive Griff, Verriegelung, Verbindungsachse und Feder. Die Bereitstellung der Einzelteile wird kontrolliert. Der Montagevorgang wird über 2-Hand-Bedienung ausgelöst.

Handmontageplatz zur Montage von PKW-Türgriffen
Montiert werden Verstärkungshülsen und Rastklammern von PKW-Türgriffen. Die Einzelteile werden auf Vollständigkeit kontrolliert. Erst bei Vollständigkeit aller Teile wird der Fügevorgang über 2-Hand-Bedienung ausgelöst.

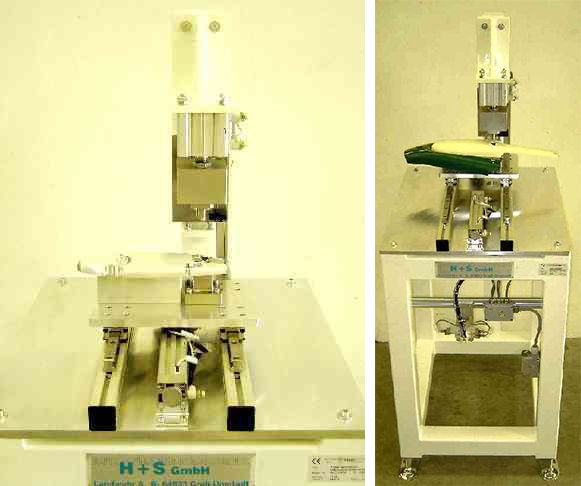
Formteilaufnahme für PKW-B-Säulen-Verkleidungen
Die Verkleidungen der PKW-B-Säulen werden formschlüssig aufgenommen, über Vakuum gehalten. Die Formteilaufnahme ist auf einem Drehtisch innerhalb einer Laserroboterzelle montiert. Mit dem Robot-System mit integrierter Laserschneideinrichtung wird der Stoffüberstand abgetrennt.

Angussstanze
Auf der mit einem Robot-System automatisch bestückten Station wird aus vier Flügelrädern aus Duroplast jeweils ein Anguss-Verteiler ausgestanzt.

Formstanze
Auf der über ein Robot-System automatisch bestückten Station wird aus einer Motorgehäuseabdeckung aus PP ein Formanguss ausgestanzt.
Frässtation
Auf der mit einem Robot-System automatisch bestückten Station wird aus einem Bohrmaschinengehäuse aus PA GF30 ein Anguss ausgefräst. Dabei wird das Bearbeitungsteil auf einen Einzugschlitten abgelegt und unter die Fräseinrichtung getaktet. Während des Fräsvorgangs wird das Bearbeitungsteil über eine pneumatische Feder niedergehalten.

Farbsortierung von Zahnbürsten
Auf der mit einem Robot-System automatisch bestückten Station werden zyklisch insgesamt 32 Zahnbürstengrundkörper farbsortiert, expandiert und in ein Tray zur Weiterbearbeitung umgesetzt. Die Zahnbürstengrundkörper werden in vier gleichen Farbgruppen á acht Stück gespritzt und nach der Sortierung in acht Gruppen mit je vier Farben weiterverarbeitet.

Prüfeinrichtung für Kühlwasserrohre
Auf der über ein Robot-System automatisch bestückten Station werden zyklisch vier Kühlwasserrohre mit Druckluft beaufschlagt. Der Druckabfall wird über Präzisions-Druckschalter zeitgesteuert kontrolliert. Die hierdurch auf Dichtigkeit geprüften Rohre werden anschließend mit dem Robot-System entnommen und entsprechend dem Prüfergebnis aussortiert.

Trennstation für Filmangüsse
Auf der über ein Robot-System automatisch bestückten Station werden an vier Lampenabdeckungen aus PMMA mit Schneidklingen die Filmangüsse abgetrennt.

Anguss-Trennstation
Auf der über ein Robot-System automatisch bestückten Station wird zyklisch ein Stangenanguss abgetrennt und ein Formausbruch ausgestanzt
